

Serullaryhmäon vyökuljettimen ydinkomponentti, joka vastaa kuljetinhihnan tukemisesta ja juoksukesistan vähentämisestä. Sen kokoonpanolaatu vaikuttaa suoraan kuljettimen vakauteen, käyttöikäyn ja toimintameluun. Seuraavat yksityiskohdat rullaryhmän kokoonpanon avainkohdat neljästä ulottuvuudesta: ennakkokokoonpano, ydinkokoonpanoprosessi, standardisoidun ja tehokkaan kokoonpanoprosessin varmistamiseksi.
Kello 1. Ennakkokokoonpano: Aseta perusta ja vältä riskejä
Ennen kokoonpanoa kolme ydintehtävää - "Materiaalitarkastus, työkalujen valmistelu ja ympäristöpuhdistus" - on suoritettava päätökseen alustavien puutteiden aiheuttamien uusinta- tai laatuvaarojen välttämiseksi.
1.1 Materiaalin laskenta ja laadun tarkastus
● Tarkista rullaryhmän ydinkomponentit yksi kerrallaan: rullat (mukaan lukien rullarungot, laakerit, laakerit ja öljytiivisteet), kiinnikkeet, akselit, kiinnittimet (pultit, mutterit, aluslevyt) jne. Varmista, että määrä vastaa piirroksia, ilman puuttuvia tai vääriä osia.
● Avainkomponenttien laadunseulonta:
◆ Rullirunko: Ei kuoppia, muodonmuutoksia tai ruostetta pinnalla; tasainen seinämäpaksuus (paikan tarkastus paksuudella on saatavana); Molemmissa päissä olevat laakerikotelot ovat tiukasti hitsattuja (ei vääriä hitsauksia tai halkeamia).
◆ Laakerit: joustava kierto ilman häiritsemistä tai epänormaalia kohinaa; ehjät tiivistepeitteet (pölyn ja öljyn estämiseksi pääsyn); Mallit vastaavat piirroksia (esim. Syvän uran kuulalaakerit 6204, 6205).
◆ Suluet: Materiaali täyttää vaatimukset (enimmäkseen Q235 -teräksistä); ei uria tai muodonmuutoksia hitsausliitoksissa; Asennusreikien tarkka sijainti (reiän halkaisija vastaa pultteja, virhe ≤ 0,5 mm).
1.2 Työkalu- ja apumateriaalin valmistus
● SUUNNITTELUT TYÖKALUT: Vääntömomentti (Kriittinen varmistaa, että pultin kiristäminen vääntömomentti kohtaa standardit), säädettävä jakoavain, kuusikulmiopistoke, paksuus (mitat mitat), tuntomittari (aukkojen mittaamiseksi), kumimaisten vaurioiden välttämiseksi kovan koputuksen laakeri -työkalut (esim. Sleeve, paina; paina;
● Apumateriaalit: Rasva (laakerit, kuten litiumpohjainen rasva nro 2, jota käytetään laakerin voiteluun), ruoste-estäjä (ruiskutettu kiinnikkeiden hitsausliitoksiin kokoonpanon jälkeen), puhdistuskangas (komponenttien pyyhkimiseksi öljy tahrat ja pöly).
1.3 Kokoonpanoympäristövaatimukset
● Paikan tulee olla litteä ja kuiva, välttäen kosteat ympäristöt (komponenttien ruostumisen estämiseksi) ja pölyisistä ympäristöistä (epäpuhtauksien pääsyn estämiseksi laakereihin).
● Aseta suojatyyny (esim. Kumikiekit, puulaudat), jotta rullan rungon naarmujen estämiseksi johtuu suorasta kosketuksesta maahan.
2. Ydinkokoonpanoprosessi: Toimi peräkkäin ja varmista tarkkuus
Kokoonpanorullaryhmätulisi noudattaa "Kokota rullayksikkö → ensin koota sitten kiinnike → Korjaa ja tarkista lopulta". Tarkkuutta on valvottava kussakin vaiheessa komponenttien väärinkäytön välttämiseksi.
Vaihe 1: Rullayksikkökokoonpano (ytimen ydin)
Rullayksikkö on rullaryhmän "suoritusyksikkö", joka koostuu rullakappaleesta, laakereista, akselista ja öljytiivisteestä. Kokoonpanon aikana keskity "joustavien laakerien ja luotettavan tiivistyksen varmistamiseen".
1.1 Laakerien ja laakereiden kokoonpano
Levitä ensin pieni määrä rasvaa laakerikotelon sisäseinään (sisäseinää peittävä ohut kerros on riittävä; liiallinen rasva voi aiheuttaa laakerin kuumenemisen).
● Paina laakerin sujuvasti puristimella laakerikoteloon (voiman levityspiste on laakerin ulkokehässä; sisäsenkaan painaminen on kielletty). Varmista, että laakerin ja laakerin kotelon välillä ei ole aukkoa (tarkastus tuntujamittarilla on saatavana, rako ≤ 0,05 mm).
● Asenna öljytiiviste: upota öljytiiviste (enimmäkseen kaksoislehmäöljytiiviste) laakerikotelon uraan. Varmista, että öljytiiviste on tiukasti kiinnittynyt laakerin ulkorengas ilman poikkeamia (rasvanvuotojen tai pölyn pääsyn estämiseksi käytön aikana).
1.2 Akselin ja rullakappaleen kokoonpano
● Ohita akseli (sileällä pinnalla ja ei uria) rullakappaleen toisessa päässä olevan laakerin sisärenkaan läpi ja työnnä se varovasti toisessa päässä olevaan laakerin sisärenkaan. Varmista, että akseli on täysin kiinnitetty laakerin sisärenkaaseen (ei löysyyttä).
● Rullakappaleen kiertotesti: Kierrä rullakappale käsin; Sen tulisi kiertää joustavasti häiritsemättä tai epänormaalia kohinaa, ja kiertohitauden tulisi olla tasainen (ei "stutteroivaa tunnetta"). Jos on häiritsevä, pure ja tarkista, asennetaanko laakeri päinvastaiseen vai onko epäpuhtauksia.
Vaihe 2: Rullayksikön ja kiinnikkeen kokoonpano
Kiinnike on rullaryhmän "tukikehys". Kuljetinhihnan poikkeaman välttämiseksi on tarpeen varmistaa rullayksikön tarkka sijainti.
2.1 Rullayksikön sijainti
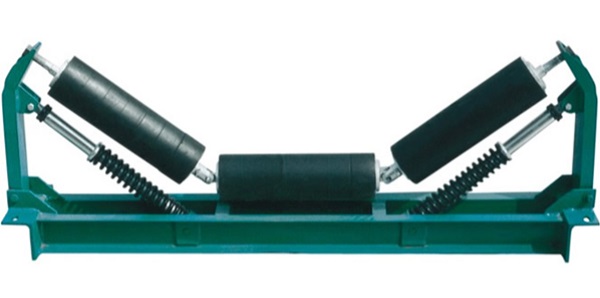
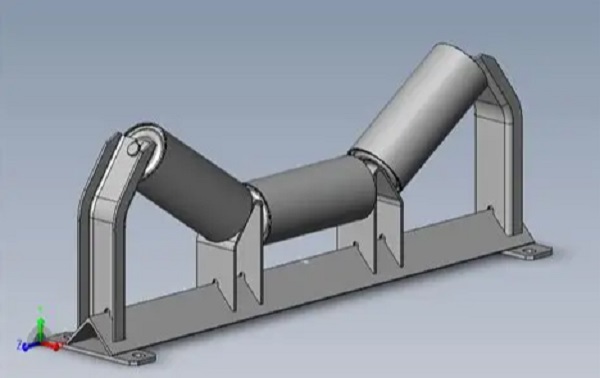
● Aseta kootut rullayksiköt piirustusten vaatimusten mukaan (yksi rullaryhmä sisältää yleensä 2-5 rullayksikköä; esimerkiksi "rinnakkaisrullaryhmä" sisältää 3 yksikköä ja "kouru rulla -ryhmä" sisältää 2 sivurullaa + 1 keskimmäinen rulla) kiinnitysuran kiinnitysuroihin.
● Erityistä huomiota on kiinnitettävä erityistä huomiota rullaryhmään: sivutelojen ja keskimmäisen rullan välillä (yleensä 30 °, 35 °, 45 °, piirustusvaatimusten mukaan) kulma tulisi mitata kulman hallitsijalla, virheellä ≤ 1 ° (kulmapoikkeama kulmapoikkeama kulmavyöllä, joka johtaa helposti poikkeamiseen).
2,2 pultin kiinnitys
● Ohita pultit kiinnikkeen kiinnitysreikien ja rullayksikön laakerin kotelon reikien läpi, laita aluslevyille (litteä pesukone + jousen pesukone löystymisen estämiseksi) ja kiristä ensin mutterit käsin.
● Kiristä pultteja vääntömomentti-jakoavaimella piirustuksissa määritetyn vääntömomentin mukaisesti (esim. M10-pulttien vääntömomentti on yleensä 25-30N · m ja M8-pulttien kanssa on 15-20N · m). Liiallinen vääntömomentti (joka voi aiheuttaa pultin rikkoutumista) tai riittämätöntä vääntömomenttia (mikä voi aiheuttaa löysäämistä toiminnan aikana) on kielletty.
● Kiristyssekvenssi: Kiristä symmetrisesti (esim. 4 pulttia tulisi kiristää "diagonaalisessa sekvenssissä" kannattimien muodonmuutoksen välttämiseksi).
Vaihe 3: Yleinen todentaminen ja säätö
Kokoonpanon jälkeen suorita yleinen tarkastus poikkeamien korjaamiseksi ajoissa:
● Käytä tason havaitsemiseksi kiinnikkeen alapintaa: Varmista, että kiinnike on vaakasuora (vaakapoikkeama ≤ 0,5 mm/m). Jos se on kalteva, säädä tiivisteitä (aseta tiivisteet kiinnikkeen alaosaan; kiinnikkeen pakotettu taivutus on kielletty).
● Tarkista rullayksiköiden rinnakkaisuus: kourun sivurullatrullaryhmätulisi jakaa symmetrisesti keskimmäisen telan molemmille puolille, rinnakkaisvirheellä ≤ 0,3 mm/m (havaitseminen köyden vetämismenetelmällä: Vedä suora viiva telojen molemmissa päissä ja mitata rullan ja suoran linjan välinen etäisyysero).
● Kierrä kaikkia rullaa uudelleen: Varmista, että kaikki rullit pyörivät joustavasti ilman "yksittäistä häirintää". Jos on jammi, purkaa ja tarkista laakereiden tai akseleiden kokoonpano.












